網站首頁
關(guān)於我們
新(xīn)聞資(zī)訊
產品中心
設備展示
公司場景
售後服務
聯係我們
網站首頁
>>
新聞資訊
>>
行業動態
>>
查看詳情
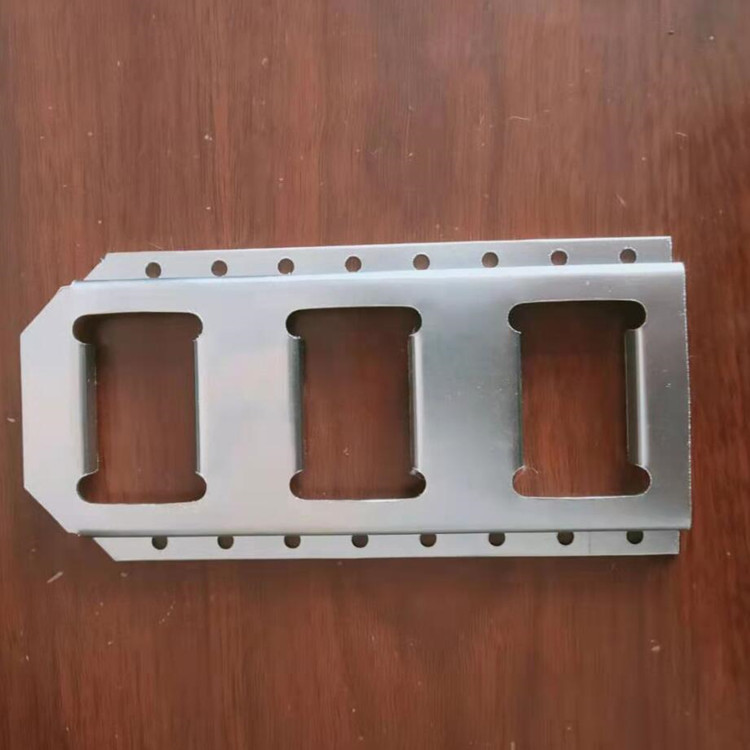
五金衝壓(yā)件廠設計衝壓模具定位零(líng)件時應注意的事項
2021-01-27 08:35:56
五金衝壓件廠
用於
衝壓件加工
的模(mó)具上全得有定位零件,定(dìng)位零件是用來確(què)定條料或坯料在(zài)衝模具中的正確位置,保證衝出合格(gé)的
衝壓件
。
模(mó)具定位零件(jiàn)的設計,必須根據毛(máo)坯和模具的特點,采用相應(yīng)的定位裝(zhuāng)置。常用的定位零件有(yǒu)定位板、定位銷、擋料銷、導料板、側壓板、側刃等。模具(jù)定位部分的設計應注意以(yǐ)下幾個方麵:
1.定位(wèi)支承點和(hé)友承麵 定位到少要有三個支承點、兩個導向點及一個定承點。定位點及導向點這間應有足夠(gòu)的,保證坯件有較高的定位精度和穩(wěn)定性,盡量用支承麵代替支承點;
2.定位的方向和位置選擇 單人操作時,送(sòng)料方向以從右至左或從前至後(hòu)為宜。從右至左送(sòng)料(liào)時,導向點設在後側;從前至後送料時,導向點設在左側
3.粗定位和精定位 多道工序聯合
衝壓加工
時,應設有初始定位即粗定位和終定位精定位。多道工序分別(bié)衝壓時(shí),前(qián)後工序的(de)定位基準應力求(qiú)一致。
推薦文章:
衝(chōng)壓件廠是(shì)怎麽修理崩刃的模具的
點擊免費電話谘(zī)詢:13903278178
滄(cāng)州国产高清一级毛片在线人機械製造有限公司
冀ICP備16019301號-1
電(diàn)話:0317-8062086 手機:13903278178
地址:河北省泊頭市廊泊路李(lǐ)碼頭工業區
技術支持:
智通澤網絡科技
網站首(shǒu)頁
一(yī)鍵撥號
聯係我們
我的
国产高清一级毛片在线人|亚洲AV秘 无码一区二区三区久|色婷婷精品大视频在线蜜桃视频|福利视频亚洲|精品久久杨幂国产杨幂|欧美一区二区肉|国产成人免费视频在线网站2|九九久久精品大片|一区二区三区无码中文|国产九九在线观看播放